Bioinks for biofabrication: current state and future perspectives
This article discusses current state-of-the-art bioinks and future challenges and considerations for the biofabrication process.
Margaret E Prendergast*1, Ricardo D Solorzano1 & Danny Cabrera1
1BioBots, Inc. 3711 Market Street Philadelphia PA 19104
*Corresponding author: [email protected]
Abstract
Recent progress in 3D printing technologies is leading a revolution in cell culture methods. These systems design complex physiologically relevant 3D environments. 3D culture technologies rely heavily on bioinks, the raw cells and biomaterials used to create these 3D cultures. These bioinks, ranging from cell suspensions to hard acellular thermoplastics, must function with 3D systems and offer biocompatible environments that mimic in vivo tissue characteristics. While much progress has been made, for the production of increasingly complex reproducible 3D tissues a full biofabrication platform with both improved technology and superior bioinks must be developed. Here, developed bioinks and important properties for these materials are examined, reccent advances in bioinks are summarized and finally, future considerations for 3D biofabrication are considered.
Introduction
There has been great progress in the past few decades on development of 3D cultures for tissue engineering. These 3D cultures provide more accurate models of tissue-specific functions and environments when compared with 2D counterparts and have wide ranging applications, from in vitro disease models to in vivo therapies and transplantation [1—4]. These developments have largely been due to technological advances, specifically within the 3D printing industry (Figure 1). Tools such as 3D bioprinters have allowed for the fabrication and culture of complex biological designs that were not previously possible. Likewise, advances in cellular biology and biomaterials for 3D environments have paved the way for current advances in the field of tissue engineering [1,5—6].
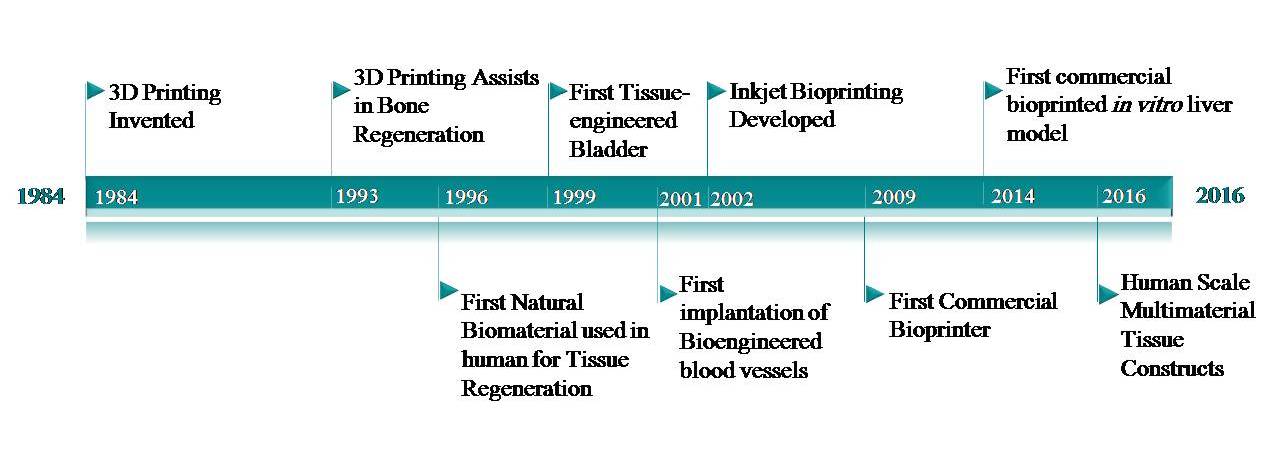
Figure 1. Important bioprinting milestones. Since the invention of 3D printing by Charles Hull in 1984, this technology has been adopted for use in a wide range of fields. Beginning in the 1990s, this technology has been adapted for the biofabrication of in vitro and in vivo tissues. While great strides have been made over the past decades, the biofabrication process still needs to advance for high-throughput manufacturing and widespread adoption [7—9].
3D bioprinters vary widely in design, process and materials used to fabricate tissues [2,10—12]. Likewise, materials used for bioprinting, referred to as bioinks, present a diverse selection from hard acellular thermoplastics to cell suspensions completely void of extra material. Bioprinting offers potential for large-scale fabrication of reproducible micro-scale tissues and even whole organs with complex, physiologically relevant geometries. This technology, still in development itself, is heavily reliant on integration with bioinks. Bioinks must function with these devices while simultaneously supplying biocompatible environments that mimic in vivo tissue characteristics. Often, properties that enhance the printability of a bioink diminish the biological properties of that same material. While much progress has been made with bioinks and 3D tissue fabrication in general, there is still a need for standardization and integration of an entire biofabrication platform, from software design to post-processing of tissues. This platform must include superior bioinks that allow for complex, reproducible design of 3D tissues.
Below, a general review of developed bioinks and important properties are reviewed. Recent advances in bioinks are discussed and finally, future consideration for biofabrication of 3D tissues are considered.
Bioink background
Bioinks can be split into four general categoreies: matrix, curing, support and sacrificial (Figure 2) [13]. These bioinks range from simple cell slurries suspended in media to cell-laden synthetic or naturally derived hydrogels such as poly(ethylene glycol), gelatin or alginate [4,13]. Matrix bioinks must shield cells from shear stresses during the printing process, closely mimic the extracellular matrix and offer quick, non-toxic gelation for optimal print resolution [2,6,14].
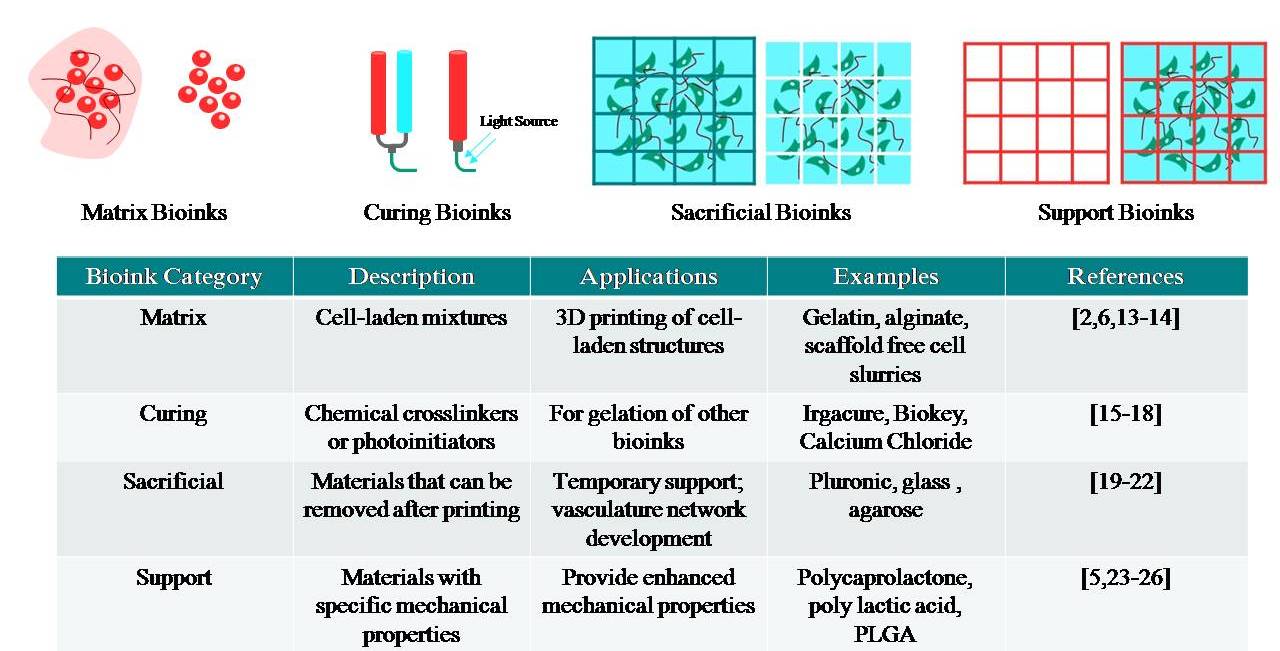
Figure 2. General bioink categories. Bioinks from these four major categories (matrix, curing, sacrificial and support) can be used individually or combined for multimaterial prints. Adapted with permission from [4].
Curing bioinks are used specifically for the gelation of a structure. When a matrix bioink utilizes a chemical or photo-crosslinking gelation, an extra reagent or photoinitiator is often needed. Cytocompatibility and gelation time must be given serious consideration for these bioinks. Examples of bioinks include calcium chloride for sodium alginate prints or lithium phenyl-2,4,6-trimethylbenzoylphosphinate (LAP) for (meth)acrylated or acrylamide hydrogels [15—18].
Sacrificial bioinks can offer temporary support or can be used to create complex geometries within a structure for vasculature networks. When combined with matrix biomaterials, these bioinks can be washed away after printing. Ideally, a sacrificial biomaterial offers high print fidelity, cytocompatibility and ease of removal. Materials such as carbohydrate glass or pluronic F127 have been used to create interconnecting lattice networks that can easily be removed after printing [19—22].
Support bioinks offer more permanent support than sacrificial bioinks. When used with matrix bioinks, support bioinks enhance mechanical properties and structure of scaffolds. These inks are most useful when developing tissues that require higher mechanical strength, such as bone or cartilage. Common support bioinks include thermoplastics such as polycaprolactone (PCL), poly(lactic-co-glycolic acid) (PLGA) or polylactice acid (PLA) [5,23—26].
Important bioink properties
When developing or choosing bioinks, one should first consider the physiological aspects and function of the desired tissue. Cell type and density, shape and mechanical properties all affect the function of a tissue. While function of some tissues such as bone or cartilage depends greatly on mechanical properties, others such as the liver rely on detailed, complex vasculature networks.
Bioink properties not only affect cell growth, proliferation and differentiation but also structure and function of fabricated tissues. Important bioink properties to consider include rheological properties, gelation process, biological interaction, general material properties and cell source.
Rheological properties
The rheological properties and polymer structure determine extrusion rate and consistency of a bioink. These properties affect printability, compatibility with various bioprinting systems, structural integrity, resolution and shear stress experienced by encapsulated cells. Depending on the purpose of the bioink in the fabrication process, different rheological properties may be desired.
For cell-laden matrix bioinks, a shear-thinning material is considered ideal. A shear-thinning material is a non-newtonian material that decreases in viscosity as shear rate increases [2]. This phenomenon decreases shear stress experienced by cells and causes physical gelation as viscosity increases sharply right after extrusion [2,14]. Examples of shear-thinning matrix materials include sodium alginate and gelatin methacrylamide/gellan gum mixes [2].
For sacrificial bioinks that act as support baths, such as in the freeform reversible embedding of suspended hydrogels (FRESH) method, a bingham viscosity is preferred (Figure 3). In the FRESH method of bioprinting, a support reagent of processed gelatin microparticles offers temporary support of fragile materials used for bioprinting [18]. These types of materials act as a rigid body below a certain yield stress and flow as a viscous fluid at high stresses, allowing for material displacement while printing and mechanical support of soft, fragile bioinks [27].
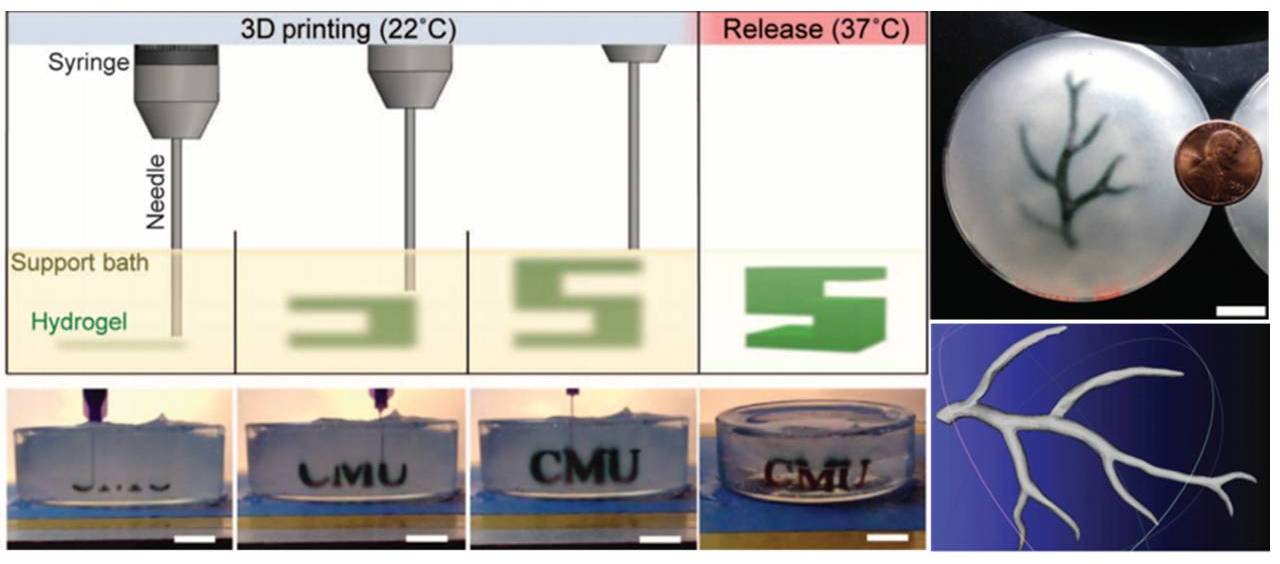
Figure 3. The FRESH Method of Bioprinting provides a temporary support bath of a bingham-plastic gelatin slurry. This support allows for fabrication of complex structure from fragile bioinks. Reproduced with permission from [27].
When support bioinks such as thermoplastics are used and cell motility or shear stress are not a concern, high viscosity materials are desired for better print fidelity. Consideration should also be taken to ensure that the rheological properties of a bioink are compatible with the chosen bioprinting process.
Gelation process
The gelation process for a bioink can affect both viability and print resolution and should therefore be fast and non-toxic to cells. When gelation processes are not ideal, hybrid prints of support, sacrificial and matrix bioinks can be used to achieve viable, geometrically complex structures. An overview of some common gelation processes are summarized in Table 1.
| Table 1. Common bioink gelation processes. | ||||
| Mechanism | Advantages | Disadvantages | Examples | Ref. |
| Ionic | Constant viscosity during print due to reversible interactions | Post-process crosslinking needed with additional crosslinking agent, mechanically weak constructs | Sodium alginate |
[17,28—31] |
| Stereocomplex | Constant Viscosity during print due to reversible interactions | High viscosity of building blocks, needs post-process crosslinking, mechanically weak constructs | Stereocomplexed PEG-PLA block copolymers, Dextran stereocomplexed hydrogels | [2,32] |
| Thermal | Gelation process simple and highly compatible with biological systems | Long gelation time, potentially requires harmful temperatures | PCL, PLA, matrigel, collagen,agarose | [25,33—35] |
| Photocrosslinking | Polymerization after extrusion does not affect viscosity during extrusion,Post-process crosslinking for tunable mechanical properties | Exposure to free radicals may affect viability | Gelatin Methacrylate, Poly(ethylene glycol) diacrylate, Collagen methacrylate | [15,18,36] |
| Enzymatic | Highly compatible with cells | Gelation can be too fast, need special extruder or post-crosslinking process to avoid gelation prior to extrusion, low mechanical properties | Fibrin | [28] |
| Click Chemistry (Michael-type Addition) | Tunable mechanical properties | Long gelation time | Modified multi-arm poly(ethylene glycol) | [37,38] |
| Gelation process can affect viability and print resolution, as well as compatibility with a specific bioprinting system. Table from [13]. | ||||
Biological interactions
Material source as well as properties such as hydrophilicity, surface energy and cell adhesive sites can affect cellular interactions, from simple survival to differentiation, with a bioink [23]. Naturally derived bioinks mimic native cellular environments and often have non-toxic fabrication processes [23]. While synthetic bioinks do not offer the natural cell adhesive sites found in natural bioinks, they allow for greater control over degradation rates and mechanical properties. [23] Synthetic bioinks also avoid batch-to-batch variability exhibited with naturally-derived bioinks. Depending on desired tissue and function, synthetic bioinks may be ideal for some situations while naturally derived bioinks will be optimal for others.
Material properties
Material properties such as hydration, degradation rate, mechanical properties and permeability are also very important for bioinks. Permeability and hydration can affect viscosity of a bioink as well as oxygen and nutrient transport to cells, mechanical strength of a final construct and swelling properties [23]. Degradation rate and mechanical properties can affect cell growth and differentiation as well as long-term biocompatibility [38].
Cell source
In addition to materials used in bioinks, users must determine what cell types and sources are used in 3D tissues. Each tissue in the human body is comprised of multiple cell types, including parenchymal, or the primary functional cell, and nonparenchymal, or supporting cells. Cells used in biofabrication must mimic physiological state in vivo, maintain function under post-processing culture conditions, must be able to expand into adequate number for printing, and must be robust enough to survive the entire bioprinting process [39]. Cell source, type and density must be considered when developing a bioink.
Cell source can affect cell efficiency and function within a printed tissue [39]. Autologous sources help avoid rejection of fabricated tissues by the immune system, but if the patient has a genetic disorder or is already sick, autologous cells may not offer the desired function [39].
Primary cells are often difficult to culture and isolate and have a finite lifespan. With the potential to differentiate into multiple functional cell phenotypes, stem cells are a potential alternative to primary cells. However more research must be completed for a robust, repeatable method for stem cell differentiation into a variety of phenotypes [40].
Finally, cell density and ratio of parenchymal to nonparenchymal cells must be determined. High cell density can initially maintain viability and proliferation, but printed tissues with densities that are too high can lead to hyperplasia or apoptosis [49]. Ratios of parenchymal to nonparenchymal cells within a bioprinted tissue can affect tissue function of the final construct [41].
Recent advances in bioink fabrication
Multimaterial bioprinting & hybrid bioinks
As technologies advance and allow for multimaterial integration, more models are developed with multiple bioinks to truly mimic the complex nature of many tissues [39,41—43]. Recently, Kang et al. successfully constructed human-size tissue constructs from a mix of matrix, support and sacrificial bioinks [43]. Fabricated on an in-house custom-built bioprinter, various tissue types were fabricated and implanted into rats [43]. This work demonstrates the capabilities of combining multiple bioinks to achieve large complex structures.
In addition to multimaterial prints, individual bioinks are also becoming more complex. Matrix bioinks, like the one used by Kang et al., mix specific combinations of extracellular matrix proteins, glycosaminoglycans, and biomaterials with high printability to create highly printable bioinks with more realistic representation of the cellular environment [42,43]. For varying tissue types, alternative ratios of these components are used to recreate specified environments. These hybrid bioinks are just beginning to be explored and further characterization and development is needed before widespread adoption.
4D bioprinting
Other exciting advances in bioink development come in the form of 4D biomaterials. For these bioinks, an external stimulus such as temperature, pH , magnetic fields or light on the structure of a 3D printed object is controlled to alter the shape [44]. These specially formulated bioinks can be printed in a simple structure then assembled into more complex structures through the use of these post-printing stimuli [44].
Cell growth and tissue maturation within 3D structures can also be considered a form of 4D bioprinting, where the stimulus is time. Culture conditions, such as exposure to growth factors or mechanical stimuli, as well as cell-to-cell communication and matrix deposition are all considered in the 4D bioprinting process for the development of mature, functional tissues [44]. Like hybrid bioinks, 4D bioprinting processes present exciting potential for biofabrication but must be further characterizaed and developed.
Integration with post-processing devices
Whether applying various stimuli for 4D bioprinting or simply culturing a 3D bioprinted tissue, the post-processing of biofabricated structures is an important final step in the biofabrication process. Printed cells and bioinks often take time to develop into functional tissues, and thus must be provided with the proper culture conditions to encourage tissue growth and maturation.
Recent developments in line with the 3D bioprinting revolution have altered static environments of simple media incubation to dynamic culture environments. These dynamic culture environments, created through use of bioreactors or microfluidic devices, provide more physiologically relevant culture conditions through various external stimuli such as mechanical forces, electrical pulses and controlled flow rate of media [46,47].
Recently, researchers have worked to integrate bioprinting with these post-processing culture conditions for a more seamless process (Figure 4). Kolesky et al. developed thick, vascularized tissues by bioprinting a microfluidic device in real time with the bioprinted tissue [42]. This device, which perfused media through the printed structure, was perfectly molded to the tissue structure and ready for culture right after printing [42]. Continued advances in integrated parts of the biofabrication process will move the field towards widespread adoption.
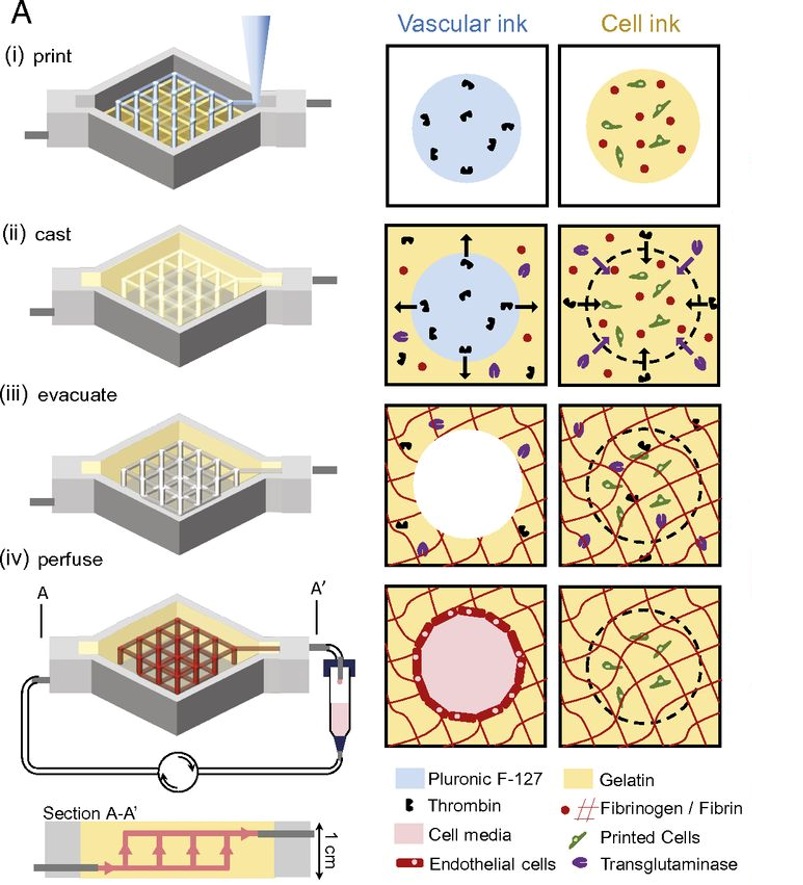
Figure 4. Schematic illustration of construction and perfusion of 3D vascularized tissues on a microfluidic chip. Reproduced with permission from [42].
Challenges & future considerations
While bioprinting technology and the field of tissue engineering in general have made great strides in the fabrication of 3D tissues for in vitro testing and even in vivo implantation, the technology has yet to make a lab-to-clinic translation. For large-scale biofabrication of in vitro tissue models and in vivo tissue implants, the process must be made scalable and repeatable. A fully integrated, single platform, in which software, hardware and bioinks are specifically designed for bioprinting purposes must be developed. This process must seamlessly move from CAD design to tissue post-processing. Movement towards this process has been seen in individual academic labs, but widespread adoption of one single platform has yet to be realized [41,47]. For this adoption to occur, the process must be further developed and tested for robustness. Cost, availability of materials and ease of use will also play a role in how quickly advances in biofabrication are adopted on a larger scale.
Bioinks play a huge role in the biofabrication process and must be further developed for widespread lab-to-clinic translation of bioprinting to occur. The greatest challenge in the development of these bioinks lies in the balance between optimizing printability and biocompatibility. Often, the properties that make a material ideal for 3D printing negatively impact the biological composition. In order to create truly enhanced bioinks, a process for high throughput testing must be developed for effective testing of a wide number of material types and combinations at once. Likely, hybrid printing of multiple materials will be the best option to create biologically complex tissues of varying mechanical properties, cellular densities and extracellular matrix components. These methods, already tested in academic labs, must be adjusted for large scale manufacturing.
Apart from bioink production, other challenges are faced for 3D tissue development. Vascularization, essential for nutrient delivery and waste removal in large tissues, remains a challenge [48]. Robust cell sources that are able to expand into sufficient numbers for bioprinting must also be developed [39]. Additionally, bioprinting technologies and printing methods must be adjusted for more fragile cell types for the production of a variety of tissues. Finally, quality assurance for biofabrication, which utilizes custom designs and unique manufacturing, will require innovative methods to regulate processes from bioink production to design of 3D models to validation of manufacturing and end product testing [47—49].
For lab-to-clinic translation of bioprinting technologies, these above challenges must be solved. 3D bioprinted tissues already impact scientific research and improve therapies for patients. As the technology and science continue to progress, biofabrication will become an even more powerful tool in health care and medicine.
Executive summary
- Bioinks can range from single cell suspensions to hard thermoplastics. The main bioink categories include matrix, curing sacrificial and support. Bioinks from these four categories can be used individually or combined for multi-material prints.
- Important bioink properties to consider include gelation process, rheological and biological properties, biological interactions and cell source.
- As 3D printing technologies become more complex, so do bioinks. Recent advances include hybrid bioinks of specific combinations of biomaterials and cells to better represent in vivo environments.
- Like hybrid bioinks, 4D biomaterials, in which an external stimulus post-printing can alter the shape or function of a structure, present exciting potential for biofabrication, but must be further characterized and developed.
- Post-processing of 3D structures is an important final step in the biofabrication process. Dynamic culture environments, created through use of bioreactors or microfluidic devices, provide more physiologically relevant culture conditions.
- In order to create truly enhanced bioinks, a process for high throughput testing must be developed for effective testing of a wide number of material types and combinations at once.
- For true lab-to-clinic translation and large-scale biofabrication of in vitro tissue models and in vivo tissue implants, a fully integrated single platform that moves seamlessly from CAD design to tissue post-processing must be developed.
Acknowledgements
Poster image: bioprinted ear developed from multiple advanced bioinks. This human-size tissue construct represents the potential and advances in 3D bioprinting of living tissues. Reproduced with permission from Wake Forest Institute for Regenerative Medicine (Winston-Salem, NC, USA).
Financial & competing interests disclosure
All authors are employed by BioBots Inc. All authors declare no other competing or financial interests.
References
- Chia HN, BM Wu. Recent advances in 3D printing of biomaterials. J. Biol. Eng. 9(4), doi:10.1186/s13036-015-0001-4 (2015).
- J Malda, J Visser, Melchels FP et al. 25th Anniversary Article: engineering hydrogels for biofabrication. Adv. Mater. 25, 5011—5028 (2013).
- Zhang YS, Yue K, Aleman J et al. 3D bioprinting for tissue and organ fabrication. Annals Biomed. Eng. (2016).
- Ozbolat T, Peng W, Ozbolat V. Application areas of 3D bioprinting. Drug Discov. Today doi:10.1016/j.drudis.2016.04.006 (2016) (Epub ahead of print).
- Bandyopadhyay A, Bose S, Das S. 3D printing of biomaterials. MRS Bulletin 40(02), 108—115 (2015).
- Gasperini L J, Mano F, Reis RL. Natural polymers for the microencapsulation of cells. J. R. Soc. Interface 11(100), 20140817 (2014).
- Changsheng W, Wang B, Zhang C, Wysk RA, Chen YW. Bioprinting: an assessment based on manufacturing readiness levels Crit. Rev. Biotechnol. doi:10.3109/07388551.2016.1163321 (2016).
- Dababneh B, Ozbolat IT. Bioprinting technology: a current state-of-the-art review. J. Manufact. Sci. Eng. 136(6), 061016 (2014).
- Organovo Holdings, Inc., Organovo Fact Sheet, 31 October 2015.
http://organovo.com/wp-content/uploads/2015/11/Organovo-ONVO-Fact-Sheet-1115.pdf - Gu BK, Choi DJ, Park SJ, Kim MS, Kang CM, Kim CH. 3-dimensional bioprinting for tissue engineering applications. Biomater. Res. 20(12), doi:10.1186/s40824-016-0058-2 (2016).
- Pati F, Gantelius J, Svahn HA. 3D bioprinting of tissue/organ models. Angew. Chem. Int. Ed. Engl. 55(15), 4650—4665 (2016).
- Shafiee, Atala A. Printing technologies for medical applications. Trends Mol. Med. 22(3), 254—265 (2016).
- BioBots. Matrix Bioinks, Build With Life (2016).http://www.biobots.io/biowiki/matrix-bioinks/
- Blaeser, DF Campos D, Puster U, Richtering W, Stevens MM, Fischer H. Controlling shear stress in 3D bioprinting is a key factor to balance printing resolution and stem cell integrity. Adv. Health. Mater. 5(3), 326—333 (2016).
- Fairbanks D, Schwartz MP, Bowman CN, Anseth KS. Photoinitiated polymerization of PEG-diacrylate with lithium phenyl-2,4,6-trimethylbenzoylphosphinate: polymerization rate and cytocompatibility. Biomaterials 30(35), 6702—6707 (2009).
- Qin XH, Ovsianikov A, Stampfl J, Liska R. Additive manufacturing of photosensitive hydrogels for tissue engineering applications. BioNanoMat. 15(3—4), 49—70 (2014).
- Song SJ, Choi J, Park YD et al. Sodium alginate hydrogel-based bioprinting using a novel multinozzle bioprinting system. Artif. Organs 35(11), 1132—1136 (2011).
- Wang Z, Abdulla R, Parker B, Samanipour R, Ghosh S, Kim K. A simple and high-resolution stereolithography-based 3D bioprinting system using visible light crosslinkable bioinks. Biofabrication 7(4), 045009 (2015).
- Bertassoni LE, Cecconi M, Manoharan V et al. Hydrogel bioprinted microchannel network vascularization of tissue engineering constructs. Lab Chip 14, 2202—2211 (2014).
- Miller JS, Stevens KR, Yang MT et al. Rapid casting of patterned vascular networks for perfusable engineered 3D tissues. Nat. Mater. 11(9), 768—774 (2012).
- Wang Z, Mandrycky C, Kim K, Kim DH. 3D Bioprinting for engineering complex tissues. Biotech. Adv. doi:10.1016/j.biotechadv.2015.12.011 (2015) (Epub ahead of print).
- Lee W, Lee V, S Polio et al. On-demand three-dimensional freeform fabrication of multi-layered hydrogel scaffold with fluidic channels. Biotech. Bioeng. 105(6), 1178—1186 (2010).
- Carrow JK, Kerativitayanan P, Jaiswal MK, Lokhande G, Gaharwar AK. Polymers for bioprinting. In: Essentials of 3D Biofabrication and Translation. Elsevier Inc., Amsterdam, The Netherlands (2015), 229—248.
- Sawkins MJ, Brown BN, Bonassar LJ, Rose FR, Shakesheff KM. Bioprinting as a novel tool for osteochondral tissue engineering. Eur. Cell Mater. 22(3), 51 (2010).
- Kundu J, Shim JH, Jang J, Kim SW, Cho DW. An additive manufacturing-based PCL-alginate-chondrocyte bioprinted scaffold for cartilage tissue engineering. Tissue Eng. Regen. Med. 9(11), 1286—1297 (2015).
- Shim JH, Lee JS, Kim JY, Cho DW. Bioprinting of a mechanically enhanced three-dimensional dual cell-laden construct for osteochondral tissue engineering using a multi-head tissue/organ building system. J. Micromechan. Microeng. 22, 085014 (2012).
- Hinton TJ, Jallerat Q, Palchesko RN et al. Three-dimensional printing of complex biological structures by freeform reversible embedding of suspended hydrogels. Sci. Adv. 1(9), e1500758 (2015).
- Nicodemus GD, Bryant SJ. Cell encapsulation in biodegradable hydrogels for tissue engineering applications. Eng. Part B 14(2), 149—165 (2008).
- Duan B, Hockaday LA, Kang KH, Butcher JT. 3D bioprinting of heterogeneous aortic valve conduits with alginate/gelatin hydrogels. J. Biomed. Mater. Res. A 101(5), 1255—1264 (2013).
- Khalil S, Sun W. Bioprinting endothelial cells with alginate for 3D tissue constructs. J. Biomech. Eng. 131(11), 111002 (2009).
- Poldervaart MT, Wang H, v d Stok J et al. Sustained release of BMP-2 in bioprinted alginate for osteogenicity in mice and rats. PLoS ONE 8(8), e72610 (2013).
- Boere K. Hybrid dual cross-linked hydrogels: injectable and 3D-printable biomaterials. Utrecht Institute for Pharmaceutical Sciences, Utrecht, The Netherlands (2015).
- Hong S, Song SJ, Lee JY et al. Cellular behavior in micropatterned hydrogels by bioprinting system depended on the cell types and cellular interaction. J. Biosci. Bioeng. 116(2), 224—230 (2013).
- Horvarth L, Umehara Y, Jud C et al. Engineering an in vitro air—blood barrier by 3D bioprinting. Nat. Scientific Rep. 5, 7974 (2015).
- Nocera D, Salvatierra N, Cid M. Printing collagen 3d structures. In: VI Latin American Congress on Biomedical Engineering CLAIB 2014 (Vol 49), Parana, Argentina, IFMBE Proceedings (2014), 136—139.
- Pereira RF, Bartolo PJ. 3D bioprinting of photocrosslinkable hydrogel constructs. J. Appl. Polym. Sci. 132(48), doi:10.1002/app.42458 (2015).
- Kim J, Shikanov A, Kong YP et al. Characterization of the crosslinking kinetics of mult-arm poly(ethylene glycol) hydrogel formed via michael-type addition. Soft Mater. 12, 2076—2016 (2085).
- Burdick JA, Chung C, Jia X, Randolph MA, Langer R. Controlled degradation and mechanical behavior of photopolymerized hyaluronic acid networks. Biomacromolecules 6(1), 386—391 (2005).
- Murphy SV, Atala A. 3D bioprinting of tissues and organs. Nat. Biotechnol. 32(8), 773—785 (2016).
- Wobma H, Vunak-Novakovic G. Tissue engineering and regenerative medicine 2015: a year in review. Tissue Eng. Part B 22(2), 101—113 (2016).
- Underhill GH, Chen AA, Albrecht DR, Bhatia SN. Assessment of hepatocellular function within PEG hydrogels. Biomaterials 28, 256—270 (2007).
- Kolesky DB, Homan KA, Skylar-Scott MA, Lewis JA, Three-dimensional bioprinting of thick vascularized tissues. PNAS